«АСВ-СТП» (Станки. Технология. Производство)
Станки и оборудование для металло- и деревоообработки. Новые и б/у

Конфигурация машины, описанная в данном документе:
Главный привод | 11 кВ |
Отверстие патрона / проход прутка | 77мм |
Патрон | 315 мм |
РМЦ | 1000 мм |
Инструментальная система | Sauter 8 позиций |
Задняя бабка | Задняя бабка |
Масса | 2700 кг |
Длина | 2790 мм |
Ширина | 1560 мм |
Высота | 1800 мм |
АО „TRENS“ - промышленное предприятие с многолетней традицией по изготовлению станков для металлообработки. Выпуском металлообрабатывающих станков предприятие занимается с 1951 года. АО „TRENS“ является реструктуризированным предприятием с первоначальным названием „TOS Trenčín“ и уже более 55 лет лидирует на европейских и мировых рынках станкостроения. Вся выпускаемая продукция компании АО „TRENS“ разработана на базе самых современных направлений в производстве обрабатывающих станков с учетом требований заказчиков. В рамках своих постоянных исследований и развития, компания АО „TRENS“ представляет на мировом рынке инновационные решения, которые удовлетворяют самым высоким требованиям современного рынка. Стандартные станки, станки специального назначения, широкий ассортимент специальной оснастки, комплексные обрабатывающие центры и технологии – вся выпускаемая продукция компании АО „TRENS“ представляет собой высочайшую точность и качество обработки и позволяет обеспечить пользователям конкурентные преимущества. АО „TRENS“ реализует свою продукцию посредством сети торговых представительств в более чем 80 странах мира. Требования к представителям завода гарантируют высококачественное техническое обслуживание, предоставляемое заказчикам. Коллектив специалистов компании АО „TRENS“ предлагает пуско-наладку, качественное гарантийное и послегарантийное обслуживание. Благодаря проектно-техническим и производственным возможностям компания АО „TRENS“ является надежным партнером многих известных зарубежных фирм.
Особые характеристики токарного обрабатывающего центра SE520 позволяют применять его в средне и крупносерийном производствах для точной обработки деталей сложной конфигурации из металлов или пластмасс. Распространенное применение – в подшипниковом производстве, в серийном производстве, при изготовлении фланцев, дисков для сцеплений или карданных валов для автомобилей и т.п. Машина позволяет в значительной степени повысить производительность труда и уменьшить затраты предприятия. Небольшая занимаемая площадь позволяет гибко спланировать положение машин на предприятии.



АО „TRENS“ является обладателем сертификатов национальных и международных стандартов. Качество выпускаемой продукции подтверждено годами бесперебойной эксплуатации. Машины самой популярной модели SV18Ratos выпуска 70-х годов до сих пор производят продукцию
Станина.
Цельнолитая станина классической геометрии обеспечивает необходимую жёсткость между шпинделем, револьверной головкой и задней бабкой. Температурная стабилизация дает высокую точность, как при продолжительных процессах, так и при режимах резания с большими подачами, достигается высокая точность позиционирования рабочих координат. Конструкция станка позволяет выпускать машины в различных исполнениях с широким набором принадлежностей по желанию заказчика. Этим предоставлены оптимальные возможности для комплексной обработки ассортимента деталей.
Шпиндель.

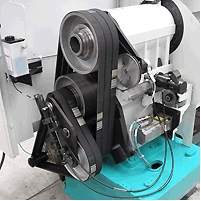
Одна из самых требовательных деталей машины. Используются радиально-упорные подшипники с предварительной нагрузкой – у узла достаточно жесткости для тяжелых режимов. Моделирование теплообмена позволило сконструировать симметричный радиатор для эффективного отвода тепла. Данная конфигурация обеспечивает высокую скорость обработки при режимах с большими подачами и дает возможность длительного времени эксплуатации без потери точности. Привод шпинделя с максимальной частотой вращения 2600 мин-1 обеспечивает высокомоментный электродвигатель с цифровым векторным управлением мощностью 11 кВт. Крутящий момент с двигателя на шпинель переносится посредством двухступенчатой ременной передачи. Пониженная передача обеспечивает частоту вращения в диапазоне 7 – 650 мин-1 и болеее высокий крутящий момент, что важно при черновой обработке крупных деталей. Допускается кратковременная перегрузка двигателя для обеспечения мощности 15 кВт. Переключение между передачами осущесвтляется вручную или автоматически.
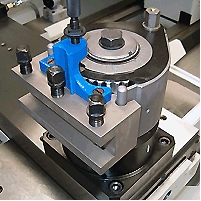
Патрон.
 Зажим детали осуществляется патроном. Механический патрон имеет очевидные преимущества – широкий диапазон зажимаемых диаметров деталей без перенастройки патрона, универсальность. Применение механического патрона актуально при штучном или мелкосерийном производстве, где время на настройку станка имеет существенное значение, а номенклатура деталей достаточно объемна. В системе применены патроны RÖHM или TOS – качество готово служить долгие годы. Возможна установка патрона большего диаметра по желанию заказчика. По специальному заказу возможно оснащение автоматическим пневматическим зажимом заготовок SMW Autoblock.
Зажим детали осуществляется патроном. Механический патрон имеет очевидные преимущества – широкий диапазон зажимаемых диаметров деталей без перенастройки патрона, универсальность. Применение механического патрона актуально при штучном или мелкосерийном производстве, где время на настройку станка имеет существенное значение, а номенклатура деталей достаточно объемна. В системе применены патроны RÖHM или TOS – качество готово служить долгие годы. Возможна установка патрона большего диаметра по желанию заказчика. По специальному заказу возможно оснащение автоматическим пневматическим зажимом заготовок SMW Autoblock.
Инструментальная система.
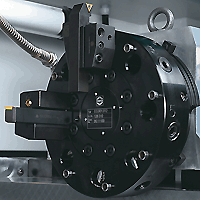
По желанию заказчика станок оснащается различными типами инструментальных систем. Базовое исполнение – быстросъемная система Multifix (типы B, C и Capto). Опционально устанавливаются более сложные механические головки (Algra, Parat), а также автоматические 8-ми позиционные револьверные головки Sauter, значительно сокращающие время смены инструмента и подготовки технологического процесса.Немецкая револьверная головка Sauter обеспечивает быстрый поворот диска с инструментами. Сервопривод обеспечивает быструю и надежную смену инструмента. Использована муфта большого диаметра и система фиксации для обеспечения высокой жесткости системы и точности позиционирования инструмента. Высокие технические требования к данному узлу обеспечивают продолжительную работу (4000 часов до первого технологического осмотра).
 Задняя бабка.
Задняя бабка.
Использование задней бабки позволяет обрабатывать длинные детали, обеспечивая надежную фиксацию заготовки и позволяя применять режимы с большими подачами. Перемещение задней бабки обеспечивается фартуком с фиксацией стопорным пальцем либо вручную. Пиноль перемещается маховиком, что обеспечивает надежную фиксацию заготовки в центрах машины. Диапазон обеспечиваемых прижимных усилий позволяет применять бабку практически во всем диапазоне материалов.
Система ЧПУ.
Токарные станки Trens SE520 оснащаются системами управления от ведущих производителей в этой области: Hedenhain, Siemens, Fanuc, обеспечивающими высокую производительность и простоту управления машиной. Данные системы, не смотря на их различия, обеспечивают надежное выполнение управляющих программ, быструю подготовку машины на новый тип исполняемых деталей и управление инструментом.



Использованы фотографии машины и соответствующих узлов.
Для ознакомления с пакетом технических документов свяжитесь с представителем компании.
Спецификация SE520
| Параметр | Величина |
Модель | 520 | |
Обработка | Максимальный диаметр обработки над станиной | 520 мм |
Максимальный диаметр обработки над суппортом | 290 мм | |
Расстояние между патроном и центром | 1000 мм | |
Максимальная масса детали в патроне (при 100 об/мин) | 80 кг | |
Максимальная масса детали с упором центре (при 100 об/мин) | 1000 кг | |
Шпиндель | Диаметр патрона | 250 мм |
Диаметр отверстия шпинделя | 85 мм | |
Диаметр прутка | 77 мм | |
Головка шпинделя DIN 55026 | А2-5 | |
Диаметр подшипника шпинделя | 120 мм | |
Диапазон скоростей вращения шпинделя 1-й передачи | 7-600 об/мин | |
Диапазон скоростей вращения шпинделя 2-й передачи | 30-2600 об/мин | |
Двигатель шпинделя | Siemens | |
Мощность двигателя (S1/S6) | 11/15 кВт | |
Крутящий момент | 525 Нм | |
Тип передачи | Ременная двухступенчатая | |
Оси X Z | Угол наклона Х оси | 00 |
Перемещение каретки, ось Х | 270 мм | |
Перемещение каретки, ось Z | 950 мм | |
Быстрый ход, ось X | 5 м/мин | |
Быстрый ход, ось Z | 3 м/мин | |
Диапазон рабочих подач, ось Х | 0-3000 мм/мин | |
Диапазон рабочих подач, ось Z | 0-5000 мм/мин | |
Тип направляющих | Скольжения | |
Максимальное усилие подачи X оси | 3500 Н | |
Максимальное усилие подачи Z оси | 7000 Н | |
Револьверная головка | Количество станций инструмента | 8 |
Скорость индексирования (450/1800) | 0,65/1,95 сек | |
Диаметр зажимного гнезда | 30 мм | |
Державки инструментов | DIN 69880 | |
Задняя бабка | Тип задней бабки | Механическая |
Диаметр пиноли | 80 мм | |
Ход пиноли | 160 мм | |
Конус задней бабки | Morse 5 | |
Общие | Параметры питания | 400±10% В 50±2% Гц |
Максимальная установленная мощность | 25 кВА | |
Система ЧПУ | Heidenhain, Siemens, Fanuc | |
Геометрия | Модель | SE520 |
Длина | 2790 мм | |
Ширина | 1560 мм | |
Высота | 1800 мм | |
Масса | 2700 кг |
Точность оборудования. Измерение и оценка согласно норме ISO 230-2.
Параметр | Величина | |
Измеренные значения /td> | Среднее на машине | Допустимые по ISO 13041 |
Точность позиционирования оси X | 6 мкм (±3 мкм) | 13 мкм |
Точность позиционирования оси Z | 7 мкм (±3,5 мкм) | 20 мкм |
Повторная точность позиционирования Х | 5 мкм (±2,5 мкм) | 5 мкм |
Повторная точность позиционирования Z | 6 мкм (±3 мкм) | 10 мкм |
Максимальная нечувствительность X | 2 мкм | 5 мкм |
Максимальная нечувствительность Z | 2 мкм | 10 мкм |
Достигаемая точность обработки
Диапазон диаметров Ø 20 мм – Ø 100 мм; IT7
Диапазон диаметров Ø 100 мм – Ø 400 мм; IT6
Комплектация оборудования.
Стоимость оборудования.
Базовая комплектация | Стоимость, EUR | ||||||||||||||||||||||||||||||||
Trens SE520/1500 NUMERIC
|
| ||||||||||||||||||||||||||||||||
Дополнительно / ОПЦИИ/ |
| ||||||||||||||||||||||||||||||||
-увеличенный диаметр отверстия в шпинделе диаметром 105 мм |
| ||||||||||||||||||||||||||||||||
-8-ми позиционная головка SAUTER, VDI30, с приводным инструментом |
| ||||||||||||||||||||||||||||||||
-3-х кулачковый патрон 250 мм, В8 |
| ||||||||||||||||||||||||||||||||
- конвейер для стружки |
| ||||||||||||||||||||||||||||||||
-подвижный люнет |
| ||||||||||||||||||||||||||||||||
-неподвижный люнет |
| ||||||||||||||||||||||||||||||||
-пуско-наладочные работы и инструктаж персонала |
| ||||||||||||||||||||||||||||||||
ИТОГО |
|
Стоимость станка дана на условиях DDP г.Москва, включая НДС -18%
 |  |

Copyright © 'АСВ-СТП' с 1989 г., ЧПУ станки фрезерные, токарные, шлифовальные, ленточнопильные (новые и б/у)
| студия Wizard-Promo.com
студия Wizard-Promo.com
 бесплатный звонок
бесплатный звонок