«АСВ-СТП» (Станки. Технология. Производство)
Станки и оборудование для металло- и деревоообработки. Новые и б/у

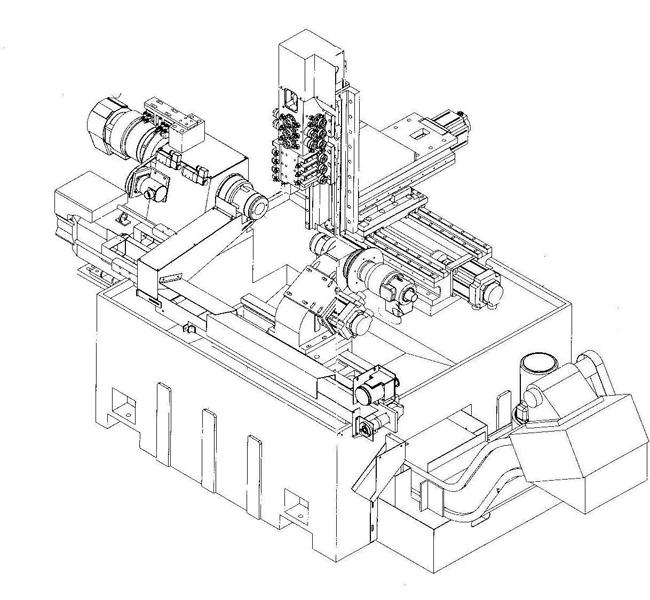
Станок мод. «TMD-42CL» является токарно-фрезерным центром нового поколения, разработанным в соответствии с последними тенденциями в области металлообработки. Станок применяется для изготовления деталей в автоматическом цикле в серийном и массовом производстве.
Отличительной особенностью мод. «TMD-42CL» от мод. «TMA-42CL» является наличие противошпинделя, который позволяет увеличить производительность станка за счет сокращения затрат времени на переустанов детали.
На станке применяется высокоточный жесткий шпиндель, специально разработанный для высокоскоростного точения (до 6000 об/мин). Резание с форсированными режимами может быть выполнено с применением новейших инструментальных материалов. На станок устанавливается цанговый или трехкулачковый патрон. Наличие 8-ми приводных инструментов, установленных в определенной последовательности на инструментальном суппорте, позволяет обрабатывать заготовку как в осевом, так и радиальном направлении.

Конструктивные особенности «TMD-42CL»
| ||
Компоновка станка Компоновка станка является наиболее рациональной для обработки пруткового материала и небольших изделий в условия серийного и массового производства. | ||
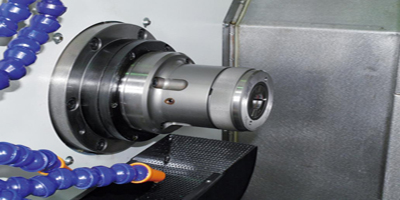
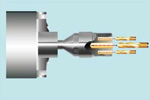
| Шпиндель с высокоточным цанговым патроном Шпиндель станка имеет полноценную С-ось. Стандартный гидравлический цанговый патрон для эффективного зажима управляется с помощью ножной педали. В качестве опций возможна установка 3-х кулачкового патрона. Раскрытие и закрытие кулачков, усилие зажима может управляться параметрически. | |
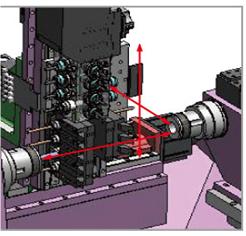
| Система осей управления Инструментальный суппорт станка имеет 6 управляемых осей: X, Y, Z, Z1, С + приводной инструмент. | |
| Конвейер для удаления стружки
В стандартной комплектации на станок устанавливается конвейер для удаления стружки, который позволяет работать на станке без остановок на обслуживание и оставляет рабочую зону станка чистой. | |
| Уловитель деталей Уловитель деталей позволяет удалять детали из зоны обработки в полностью автоматическом цикле. | |
| Конвейер готовых деталей Конвейер готовых деталей делает работу станка полностью автономной и позволяет работать в условиях крупносерийного и массового производства. | |
| Направляющие Жесткие линейные направляющие установлены на всех осях станка. Для перемещения инструментального суппорта используются 6 направляющих блоков, применение которых дает высокую жесткость и точность по сравнению с другими токарными станками, использующими револьверные головки. | |
| Трехмерная графическая система ЧПУ Arix MX-5 Простая в освоении система ЧПУ позволяет производить обработку очень сложных деталей. Встроенные программные циклы значительно облегчают написание программ. Система позволяет протестировать устройство подачи прутка для коррекции действительных значений параметров обработки. Система ЧПУ Arix полностью совместима с любыми современными программными CAD/CAM пакетами. | |
| Интерфейс подключения устройства автоматической подачи прутка и сетевой интерфейс Сетевой интерфейс позволяет осуществить объединение группы станков в одну сеть и управлять ими от единой СЧПУ или персонального компьютера и сервера. Эта возможность очень важна в крупносерийном и массовом производстве для комплексного и группового управления производственным процессом. | |
| Устройство автоматической подачи прутка мод. DH-65(L) фирмы FEDEK
| |
Электроника и электроавтоматика станка Электроника системы ЧПУ Arix MX-5 компактная и надежная. Панель оператора типа «Slimline» имеет малую глубину монтажа. Высокий контраст и хорошая читаемость монитора даже под большими углами облегчает работу оператора с системой. Расположение клавиш управления оптимизировано для управления токарно-фрезерным станком с устройством автоматической подачи прутка. Модуль промышленного компьютера IPC основан на промышленном процессоре Pentium CPU, которыйсвязан с платой управления сервоприводами и сетевой платой I/O. | ||
| ||
Легкое программирование благодаря функции обучения | ||
Наружное точение по контуру |
Специальная обработка | |
Нарезание резьбы |
Управление скоростью вращения шпинделя в зависимости от диаметра обработки | |
Ввод начальной и конечной точки осевого сверления |
Выполнение радиальных и торцевых канавок и финишная отрезка заготовок
| |
Пример обрабатываемой детали и технология изготовления | ||
|
|
|
Токарная обработка по контуру | Сверление отверстий в торце детали | Отрезка готовой детали |
Технические характеристики «TMD-42CL»:
Максимльная длина обработки, мм | 240 |
Диаметр, мм | 130 |
Диаметр патрона, | 5 |
Диапозон частот вращения главного шпинделя, об/мин | 40-6000 |
Диаметр отверстия главного шпинделя (диаметр прутка), мм | 42(42) |
Конус главного шпинделя | А2-5 |
Мощность главного привода, кВт | 7,5 |
Мощность приводного инструмента, кВт | 1 |
Диапозон частот вращения противошпинделя | 10-3000 об/мин |
Диаметр отверстия в противошпинделе, мм | 30 |
Конус противошпинделя | А2-4 |
Мощность противошпинделя, кВт | 3 |
Перемещения X/Y/Z1/Z2, мм | 225/385/235/350 |
Быстрые перемещения, м/мин | 17 |
Число неприводных позиций, шт. | 5 + 10 |
Число приводного инструмента, шт. | 9 |
Сечение токарных резцов | 16 и 20 |
Сечение расточного инструмента, мм | 25 |
Габариты станка в упаковке | 2580х1880х1750 |
Масса станка нетто/брутто, кг | 3000/3400 |

Copyright © 'АСВ-СТП' с 1989 г., ЧПУ станки фрезерные, токарные, шлифовальные, ленточнопильные (новые и б/у)
| студия Wizard-Promo.com
студия Wizard-Promo.com
 бесплатный звонок
бесплатный звонок