 бесплатный звонок
бесплатный звонок

































Как выбирать токарные станки по металлу
Токарные станки в целом – это относительно «старое» подразделение металлорежущих станков, история их развития насчитывает уже много веков. Все виды токарных станков имеют одну общую особенность: они предназначены для обработки заготовок, представляющих собой тела вращения при помощи резания и/или точения.
На токарных станках как правило выполняют:
- точение и расточку цилиндрических, конических и фасонных поверхностей
- нарезание резьбы
- подрезку и обработку торцов
- сверление
- зенкерование, развертывание отверстий
- другие операции
Шпиндель является основным узлом токарного станка, он зажимает заготовку и вращается вместе с ней, при этом режущий инструмент перемещается в двух независимых координатах – параллельно или поперечно оси вращения заготовки.
Ручные (универсальные) токарные станки, полуавтоматические, автоматические и станки с ЧПУ, в зависимости от расположения шпинделя делятся на горизонтальные и вертикальные. Вертикальные токарные (они же токарно-карусельные) станки выделены в отдельную категорию. Токарные горизонтальные станки предназначены для обработки наружных и внутренних поверхностей деталей и винторезных работ по чёрным и цветным металлам, включая все виды токарных операций, нарезание метрической, модульной, дюймовой и питчевой резьбы. Конструктивная компоновка станков практически однотипна.
Токарные станки имеют определённые характеристики, которые следует учитывать при изготовлении на них тех или иных деталей:
|
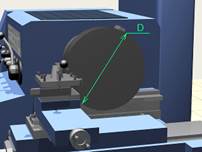
Диаметр обработки над станиной D - максимальный диаметр заготовки, которую можно установить и обработать на станке. |
|
|
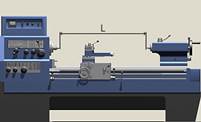
Расстояние между центрами L - максимальная длина заготовки, которую можно установить и обработать на станке. |
|
|
Диаметр отверстия шпинделя d - диаметр отверстия, через которое может пройти заготовка (пруток). |
|

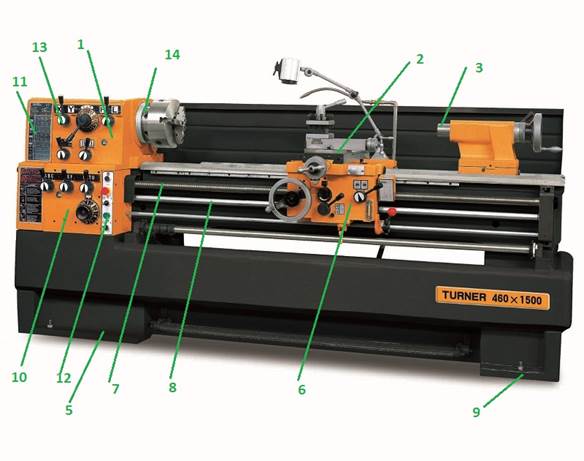
Основными узлами токарного станка являются:
Основа любого станка, в том числе и токарного, является станина (4), станина изготавливается из серого чугуна методом отливки в форму, далее проходит необходимое старение, которое может занимать до 6 месяцев, что бы избавится от напряжений в металле и получить стабильность изделия. Станина также может быть сварная, бетонная.
На станину монтируются основные узлы станка, передняя бабка (шпиндельная бабка) (1) в которой размещается коробка скоростей (13), шпиндель (14) и другие элементы управления и настройки станка.
Шпиндель (14) представляет собой цилиндричную болванку изготовленную с повышенным квалитетом точности, имеет посадочные шлифованные пояски под подшипники. Шпиндель с подшипниками устанавливается в шпиндельную бабку на ответные пояски расточенные в шпиндельной бабке. От установки шпинделя зависит точность станка.
В передней бабке установлена коробка подач (10), передающая с необходимым соотношением движение от шпинделя к суппорту (2) (с помощью ходового винта (7) при нарезании резьбы или ходового валика (8) при обработке других поверхностей).
Фартук (6), в котором преобразуется вращение винта или валика в поступательное движение суппорта (2) с инструментом;
в пиноли задней бабки (3) может быть установлен центр для поддержки обрабатываемой детали или стержневой инструмент (сверло, развертка и т. п.) для обработки центрального отверстия в детали, закрепленной в патроне шпинделя;
Тумбы (5, 9) выполняют роль подставок, благодаря им основные узлы управления и обрабатываемая деталь находятся на удобной для визуального контроля высоте;
Гитары сменных шестерен (11) и коробка скоростей (13) служат для изменения соотношений подачи режущего инструмента, а также контроля скорости вращения детали;
Электро-пусковая аппаратура (12) представляет из себя электродвигатель и его управляющие элементы.
Основными параметрами любых токарных станков являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между вращающими центрами (крайними точками, через которые проходит ось вращения детали).
Еще одним важным параметром токарных станков является наибольший допустимый диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Суппорт

Суппорт служит для закрепления режущего инструмента (11) и сообщения ему движений подачи. Суппорт включает в себя нижние салазки (каретки), с установленными на них чистиками (14), для предотвращения попадания грязи под суппорт, двигающиеся по направляющим станины (12) при помощи ходового винта (15) с авто подачей и в ручную, от вращения маховика (6) на заданную величину, которую можно отслеживать на лимбе. По направляющим нижних салазок перпендикулярно оси вращения детали перемещаются поперечные салазки (13), движение осуществляется от маховика (5) или авто подачей. На нижних салазках располагаются верхние салазки (2) и резцовая каретка с резцедержателями. В данном случае на картинке показана опция токарного станка с резцедержателем кассетного типа (8) и быстросменными кассетами (1), в которые устанавливается инструмент (11) и притягивается четырехгранными болтами (9). Резцовая каретка может поворачиваться под различным углом (4) к оси вращения детали. Гибкий шланг подачи СОЖ (10) установлен на суппорте и подает охлаждающую жидкость непосредственно в зону резания. Точки смазки суппорта (7) обеспечивают подачу смазки непосредственно в места повышенного трения.
На данном станке установлена система УЦИ (Устройство цифровой индикации), датчики (3) установлены по трем осям станка и позволяют отслеживать перемещение режущего инструмента до сотых долей мм.
Задняя бабка - приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы; свёрл или сверлильного патрона при сверлении отверстий.
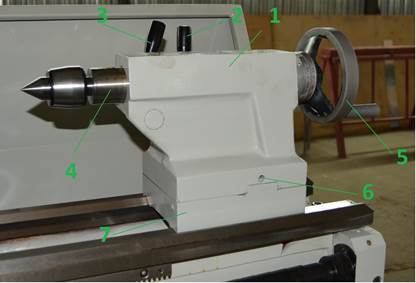
Задняя бабка это литой чугунный корпус (1) в котором установлена винт гайка для перемещения пиноли (4), которая вращается с помощью маховика (5). Задняя бабка прижимается к направляющим, основанием (7) с помощью рукоятки (2). Пиноль фиксируется с помощью рукоятки (3). При помощи винта (6) бабка сдвигается относительно оси станка в поперечном направлении.
Основание - деталь задней бабки, её остов. Основание а, следовательно, и вся задняя бабка, может свободно перемещаться в горизонтальной плоскости по станине вдоль оси станка. На основании крепится корпус задней бабки. Корпус задней бабки - узел, содержащий в себе функциональные механизмы задней бабки.
Винт регулировки положения задней бабки - предназначен для небольшого перемещения корпуса задней бабки в горизонтальной плоскости в поперечных направлениях. Используется в случаях, когда нужно совместить центр заготовки с центром задней бабки (сделать соосными) или при обработке конических деталей.
Пиноль - подвижной стальной цилиндр. Входное отверстие пиноли имеет коническую форму и предназначено для крепления оправок, приспособлений, центров и тому подобное, в зависимости от выполняемой работы.
Рукоятка фиксации пиноли. При работе токарного станка могут возникать вибрации, которые приводят к самопроизвольному перемещению пиноли. Чтобы зафиксировать пиноль в заданной позиции и служит ручка фиксации.
Колесо перемещения пиноли - при вращении этого колеса по часовой стрелке, пиноль выезжает из корпуса задней бабки, а при вращении колеса против часовой стрелки, пиноль заходит внутрь корпуса задней бабки.
Рукоятка фиксации задней бабки. Для перемещения задней бабки вдоль станины рукоятку фиксации следует отпустить (сдвинуть рукоятку назад). Для фиксации задней бабки, после её перемещения, ручку фиксации следует потянуть на себя до упора. При этом задняя бабка будет зафиксирована в нужном положении и не сможет самопроизвольно перемещаться по станине вследствие нагрузок на пиноль или паразитных вибраций.
Опции:
Планшайба:


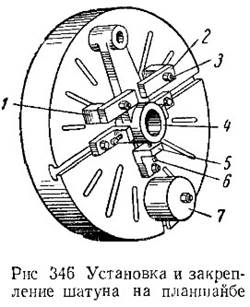
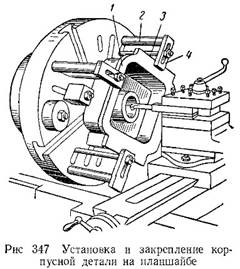
Планшайбы используются для установки на шпиндель деталей неправильной формы или большого размера.
Недостатком планшайбы является трудоемкость установки и центровки детали по оси шпинделя.
Патрон 3-х и 4-х кулачковый:


Кулачки бывают мягкие и каленые.
Цанговый патрон:


Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности.
Сверлильный патрон:

Достоинством сверлильного патрона является возможность зажимать инструмент в очень широком диапазоне диаметров. Минус: неспособность воспринимать радиальную нагрузку, что делает невозможным его применение для фрезерования.
Быстросъемная резцедержка:



Позволяет быстро менять картриджи с резцами и настраивать высоту оси инструмента.
Вращающийся центр:

Токарный станок предназначен для резания, точения, сверления или для осуществления других операций с наружными и внутренними поверхностями тел вращения цилиндрической или конической формы. Подобное оборудование классифицируется по ряду признаков, в том числе, по виду выполняемых работ, производительности, степени автоматизации, максимальному числу оборотов шпинделя, допустимому диаметру обрабатываемой заготовки, наибольшей высоте резца и т. д.
Возросшая конкуренция в сфере промышленного производства обуславливает высокий спрос на модели токарных станков следующих типов:
- с числовым программным управлением (ЧПУ);
- токарно-фрезерные;
- токарно-карусельные;
- токарно-револьверные;
- универсальные токарно-винторезные;
- некоторые другие.
